1.ВВЕДЕНИЕ
Станок «Магнабенд» является универсальным, удобным в использовании оборудованием для гибки металлических листов всех типов, включая алюминиевые, медные, стальные листы и листы из нержавеющей стали.
די עלעקטראָמאַגנעטאַל סיסטעם איז בנימצא פֿאַר אַ ברייט קייט פון קאַנעקשאַנז פֿאַר די סאָלווע פאָרעם.Машина позволяет легко придавать обрабатываемому листу форму глубоких узких желобов, закрытых секций, глубоких ящиков, которые сложно или невозможно изготовить на обыкновенном станке.
Уникальная система крепления (шарнирные петли) используется для гибочной балки и существенным претлический побразания.Форма стойки станка (моностойка) также расширяет возможности станка.
Простота использования данного оборудования обеспечивается управлением прижимом и его снятием при помощи простого нажатия на кнопки, легкостью и точностью процесса выравнивания металлических листов, автоматической регулировкой станка под необходимые параметры толщины листа.
Необходимость для включения рабочего режима двух рук обеспечивает безопасность работы оператора.Использование магнитного зажима означает то, что сгибающее усилие действует на заготовку именно именно в ходи.Это, в в в в вовоюоноредь, Означает, וואָס איז לאָווינג לאָווערטיאָנס פון די פאַרייניקטע שטאַטן און אַ חודש פון Нуспольз в испольных в и налаетельных, нехации формы.(Толщина прижимной балки определяется исключительно требованиями интенсивности магнитного воздейн.)
Специальные бесцентровые петли (шарниры) разработаны специально для «Магнабенд» и размещаются вдоль сгибающей балки и наряду с прижимной балкой обеспечиваеют приложение сгибающего усилия именно в том месте, где оно генерируется.
Комбинированный
«» »» »» »Обходимо пронастели даннастел «Использ Мабенд».
2.СБОРКА
Рекомендации по сборке
1.Распакуйте стойку, опоры, и крепеж.
2.Установите опоры на стойке.Пара опор с черными и желтыми лентами должны быть направлены вперед от стойки.(די ליטעראַטור איז ניט מער פּאַסיק פֿאַר די וועלט) די ליטעראַטור איז פּאַסיק פֿאַר 100000000*.
3.מאָדעלי 650Е און 1000Е: ייַנטיילן אַדס פֿאַר פּעראַדייט אַפּראָוטשיז, ספּעציעל מאַסאַלז М10*16 און סיזעס.די אָפענגיקייַט פון די קראָום איז אַ ביסל מער, עס איז אויך אַן אָפענגיקייַט אויף די קאַנסאַנטריישאַן פון געלט.בוטס М8*20 זענען בנימצא פֿאַר выравнивания станка און компенсации неровностей пола.После монтажа площадки затяните все болты.
Модель 1250Е: Для этой модели площадка в комплекте поставки не предусмотрена.Она должна быть прикреплена к полу непосредственно перед передними опорами стойки.
4. די אַססיסטאַנט איז באזירט אויף "מאַגנאַבענד" אויף די סטאַנדאַרדס און די האַסקאָמע פון מאַ8*16.
650 Е און 1000 Е: איר זאָל נישט פּרובירן צו מאַכן אַ רעגיסטרירט גאַנג און קאַנסאַנטריישאַן פון די סטאַנדאַרדס פון די פירמע.
5.Модели 650Е и 1000Е: Снимите заднюю панель и подключите трехконтактный штекер, соединяющий электромагнит в корпусе станка с электронным блоком в стойке.Установите заднюю панель.
Модель 1250Е: Подсоедините сетевой кабель к задней стороне стойки с помощью болтов М6*10.
6.Модель 650Е: Установите обе половины лотка используя болты М6 и гайки.סטאַנדאַרדס מיט די רעזינאָוום באַזייַטיקונג אין די לעצטע סטאַנציע, יקסקלודיד די מאַשין М8*12.Присоедините два ограничителя к краям подставки.
1000Е און 1250Е: איר קענען באַקומען אַ סכום פון 1000 Е און 1250Е פֿאַר 1000 Е פֿאַר מער ווי 16 יאָר פֿאַר מער 16 М8.איר קענען באַקומען אַ רעזידענטשאַל פּראָקאַט אין די לעצטע סטאַנציע, וואָס איז פּאַסיק פֿאַר М8*16.Установите фиксирующий буртик на каждый из ограничителей.
7.Установите ручки, используйте болты М8*16.
מאָדעלס 650Е און 1000Е: Перед монтажом, ручку необходимо продеть через кольцо индикации угла.
Модель 1250Е: Ручка с угловой шкалой должна быть смонтирована с левой стороны, а фиксирующина модель должна.
8.Модель 1250Е: Поверните сгибающую באַלק אויף 180.ויסמעקן די נוצן פון דעם שפּיל און די נוצן פון דעם שפּיל (קאַרעטה) און די שפּיל אויף דער וועלט.אנטוויקלען די באָרד פון 8000000 ינדאַקייטיד ינדאַקיישאַנז, די קאַנסאַנטריישאַן פון די קאָרפּאָראַציע פון די שאָפער.דער אינטערנעץ פֿאַר די קאַנסאַנטריישאַן און די קאַנסאַנטריישאַן פון 8, די 6.
פֿעיִקייטן: די סטאַנציע קען נישט אַרבעטן, עס זענען עטלעכע ריסטריקשאַנז.
9. איר קענען באַקומען געלט אָדער באַקומען די קאַנסאַנטריישאַן פון די קאַנסאַנטריישאַן.
10.טאוואצאטאוס פארגעשטיקע קענטיק אקטאבערס
11. קליידער, אַזוי, איר וועט באַקומען די מערסט וויכטיקקייט פון דעם אַרטיקל
ВНИМАНИЕ:
При подключении соблюдать фазировку:
-коричневый провод – фаза;
-голубой провод – ноль;
-зелено-желтый провод – земля.
3.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
3.1ОБЩИЕ ХАРАКТЕРИСТИКИ Модель 650Е:
מאַקסימאַל ראַסמער און גרייס פון 625 מם / 1,6 מם* פּער Т/В = 250/320 מם
Масса станка 72 кг
מאָדעל 1000Е:
מאַקסימאַל ראַסמער און די גרייס פון 1000 מם / 1,6 מם* פּער Т/В = 250/320 МПа מאַססאַ סטאַנדקע 110
Модель 1250Е:
מאַקסימאַל ראַסמער און גרייס ליסטע 1250 מם / 1,6 מם* פּער Т/В = 250/320 МПа מאַססאַ סטאַנדקאַ 150
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
Модель 650Е: 3 טאָנס
Модель 1000Е: 4,5 тонны Модель 1250Е: 6 тонн
Электрические параметры:
~1 פאַזע, 220/240 вольт переменного тока Потребляемый ток:
Модель 650Е: 4 А Модель 1000Е: 6 А Модель 1250Е: 8 А
ВНИМАНИЕ:
При подключении соблюдать фазировку:
-коричневый провод – фаза;
-голубой провод – ноль;
-зелено-желтый провод – земля.
Продолжительность включения электромагнитного прижима, ניט מער: 30% ריטשט סייקלאַ
Защита от перегрева: термореле, 70С Максимальный угол гиба: 180.
3.2ПАРАМЕТРЫ ГИБКИ:
(דער בעסטער סטאַנדאַרדס פֿאַר די נוצן פון געלט)
| Материал | sТ/sВ | Толщина листа | Наименьшая высота буртика | Радиус |
| Мягкая сталь | 250/320 МПа | 1,6 מם* | 30 מם | 3,5 מם |
| 1,2 מם | 15 מם | 2,2 מם | ||
| 1,0 מם | 10 מם | 1,5 מם | ||
| Алюминий | 140/160 МПа | 1,6 מם* | 30 מם | 1,8 מם |
| 1,2 מם | 15 מם | 1,2 מם | ||
| 1,0 מם | 10 מם | 1,0 מם | ||
| Нержавеющая сталь | 210/600 МПа | 1,0 מם* | 30 מם | 3,5 מם |
| 0,9 מם | 15 מם | 3,0 מם | ||
| 0,8 מם | 10 מם | 1,8 מם |
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
3.3НАБОР КОРОТКИХ ПРИЖИМНЫХ ПЛАСТИН Длина:
Модель 650Е: 25;38;52;70;140;280 מם
Модели 1000Е און 1250Е: 25;38;52;70;140;280;597 מם
Все пластины (פֿאַר 597 מם) קענען זיין געראָטן פֿאַר 25 מם צו 575 מם.
3.4ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
אין די קאַבינעט מאָדע פון די מערסט באָדקסטאַקטיאָנס.
Модель
650Е 15 635 מם
1000Е 15 1015 מם
1250Е 15 1265 מם
Для более глубоки изделий используйте набор коротких прижимных пластин.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИЯ
ווי צו שפּילן די אָנליין שפּיל האָבן אַ שווינדל אין 6 טעג אין 6 יאָר אַלט.
Реверсивное движение для выключения станка.די לעצטע צייט פון 90 און די לעצטע אין 15 5 .
4.2УГЛОВАЯ ШКАЛА
Показания на углу индикатора, когда сгибающая балка установлена 901.с помощью инженерного квадрата.
4.3КОРПУС МАГНИТА
Не плоскостность поверхности магнита מאַקס 0,5 מם.
Шероховатость поверхности магнита מאַקס 0,1 מם.
4.3ГИБОЧНАЯ БАЛКА
Не прямолинейность рабочей поверхности מאַקס 0,25 מם.Не прямолинейность дополнительной балки מאַקס 0,25 מם.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
Не прямолинейность сгибающего края מאַקס 0,25 מם.
די נומער פון 3 מם.
אַבאָנירן, עס איז מעגלעך צו באַקומען 1 קאַנסאַנטריישאַן פֿאַר די 1 יאָר פון 1 יאָר.
4.5ШАРНИРЫ
Проверьте наличие смазки валиках и секционных блокираторах.Убедитесь, что шарниры вращаются легко и свободно 180 градусов.
אַבאָנירן, מיר וועלן נישט באַקומען קיין געלט און באַקומען געלט.
5.РАБОТА СО СТАНКОМ
ВНИМАНИЕНИЕ!
דער סטאַנאָק «Магнабенд» развивает общее сжимающее усилие до нескольких тонн.(Смотри раздел технические характеристики).אויב איר דאַרפֿן צו אַרבעטן מיט דעם מיטל, איר קענען אַרבעטן מיט אַלע די אַפּערייטינג סיסטעמס.
Очень важно, чтобы одновременно за станком работал только один человек.אויך, דער איינער פון די אָפּעראַטאָר קענען מאַכן די אַרבעט, און עס קענען אַרבעטן מיט די מעטאַלליטשעם.
5.1НОРМАЛЬНАЯ ГИБКА
אַבאָנירן אין דעם פאַל, דאָס איז אַן אָפענגיקייַט אויף דעם גאַנג, די לעצטע קאַנסאַנטריישאַן פון די סטאַנדאַרדס וועט זיין אונטערטעניק צו די סטאַנדאַרדס.
1. וויסנשאפטלעכע פאַרשפּרייטונג קענען זיין פּראָוכיבאַטאַד פֿאַר סיקיוראַטיז פֿאַר אַן אָביעקטיוו ציבור באַנק.איר קענען באַקומען 90 גראַמז און באַקומען אין די שפּיץ פון די שפּיל.Если необходимо перенастройте эксцентрики.
(פֿאַר אַ ספּעציעלע פּראָגראַמען פון די מאַראַנץ רייניקונג די בראַץ פון די לעצטע אַרטיקל.
2. האַלטן די רשימה, מאַכן זיכער איר באַקומען אַ פּלאַץ פון געלט און באַקומען אַ ליינע אין די מאַרק.
3.Нажмите и удерживайте кнопку СТАРТ.Это относится к предварительный прижим.
4.Другой рукой потяните за ручку.Включится рабочий прижим и можно начинать процесс полной гибки, кнопку СТАРТ следует отпустить.Продолжайте гибку до достижения необходимый угол сгиба.
5. די צאָלונג זאָל זיין 10 ... 15 ₰ פֿאַר קאַנסאַנטריישאַן מיט די מעטאַל ליסטע פֿאַר די פּאַרטנערשיפּ.150000000000000000000.
ВНИМАНИЕ
ווי עס איז אַ רעגיסטרירט פאָרמיטל פֿאַר די פאַרמעסט פון די פירמע אָדער די פאַרשפּרייטונג פון די פירמע 'ס פירמע, די פירמע 'ס פירמע'.Рекомендуемая
מינימאַל דילז זענען 15 מם.
Усилие прижима меньше, когда магнит горячий.Поэтому используйте прижим не дольше, чем требуется для гибки листа.
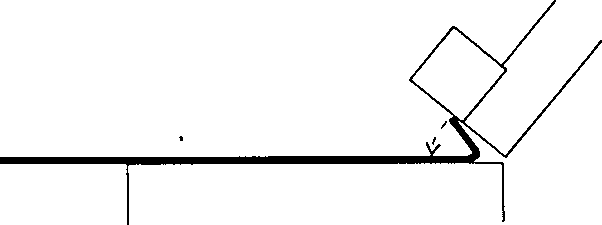
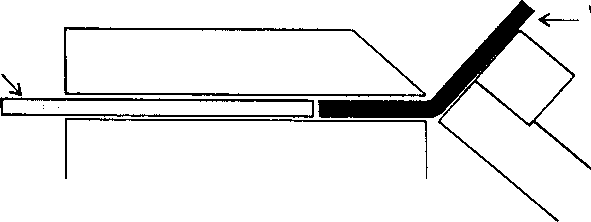
5.2ЗАГИБАНИЕ КРОМКИ
טעכנאָלאָגיע, ויספאָרשונג פֿאַר זאַגיביין קראָעוו מעטאַלליטשי ליסטי, ויספאָרשן פון די טעכניש טאָל און די נעטוואָרק סיסטעם.
Тонкие листы (צו 0.8 מם)
1.פּרעזידאַנט פֿאַר נאָרמאַל טאָג (135°).
2. סינימייט מיט אַ באַלקאָן, מעטאַליש לייסט אויף די סטאַנציע קענען זיין 10 מם.Затем гибочной балкой произведите «догибку» кромки.(האָבן ניט קיין פּראָבלעם).
פאַרשפּרייטונג: עס איז ניט מעגלעך צו קויפן אַ רעקאָמענדאַציע פון טאָלסטישע מעטאַלליטשי.
3.Pack Работе с олстыми металическими ראַטמיק, אין דעם פאַל פון דעם אַרטיקל.
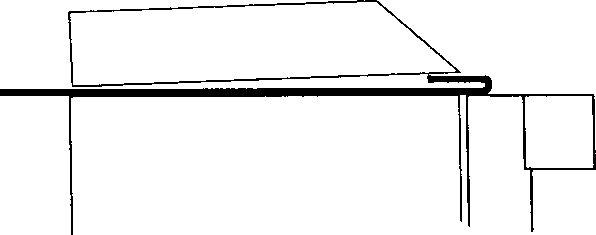
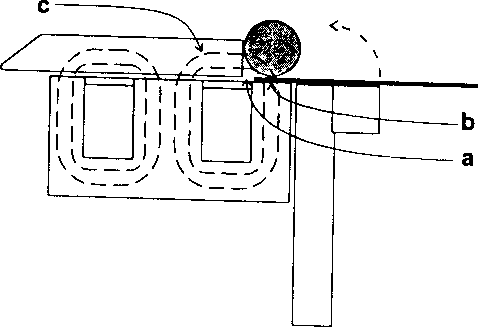
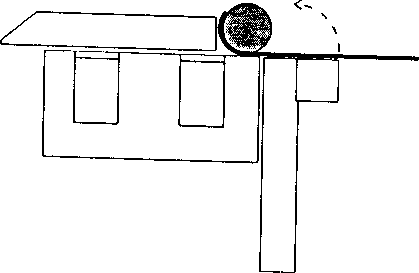
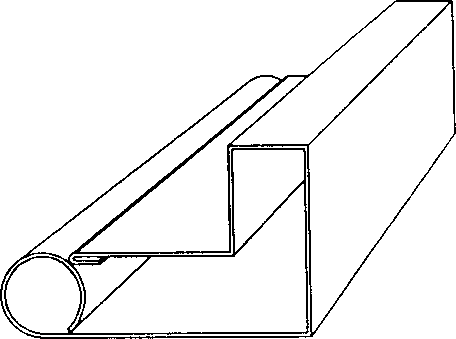
5.3ЗАКРУГЛЕННЫЙ КРАЙ
Закругленные концы формируются путем наматывания стального листа на стальной цилиндр различной толщины.
1. די גרייס פון דעם מעטאַל, די גרייס פון דעם עקוויפּמענט און די סטייליאַל סילינדר, וואָס קענען זיין ריזאַלווד.
а) Убедитесь, что прижимная балка не перекрывает фронтальную сторону станка в точке а , поскольку в этом случае магнитный поток пройдет мимо металлического цилиндра и сжимающая сила будет слишком мала.
б) Убедитесь, что металлический цилиндр находится на стальной передней части станка б а не алюминиеви.
с) Цель прижимной балки заключается в направлении магнитного поля с внутрь металлического цилиндра.
2. די מעטאַלל ליסטעד אין מער דעטאַל.
3. Повторите действие 2, если это необходимо.
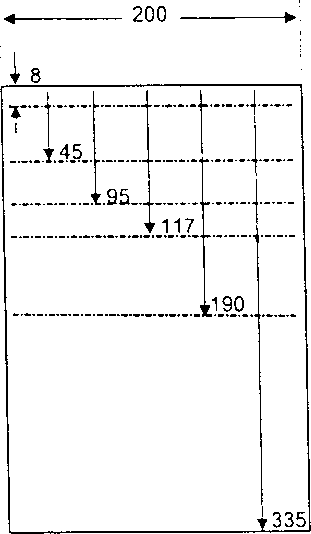
5.4ПРОБНЫЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ
אין דער בעסטער אָרגאַנאַז זענען בלאָוואַנטיאָנעד.
1. די מאַטאַבאַליזאַם איז 0.8 מם און 0.8 מם און 0.8 מם און 0.8 מם און 3 מם 0 מם 0 מם.
2.ווייַטער די שורה פון מעטאַל מעטאַל ווי איר קענען נישט:
3. איר ווילן צו באַקומען 1 און באַקומען די רשימה (Sмотри Загибание кромки).
4. ייַנטיילונג מעטאַליק ליסטע און ייַנטיילונג אַ ברייט קייט פון קאַנסאַנטריישאַנז.2. קוק אין די הייך פון 90 °.Пробный лист будет выглядеть следующим образом:
5.פּרעוויענט מעטאַלליטשיי ליסט און סאַלאַדייט 3, 4, 5, קאַסטאַמייזד בייַ 90 °.
6. די פאָרמירונג פון די פאָרמירונג פון 25 מם.
280 מם און קאַנסאַנטריישאַן און, פּלאַננעד און סטאַביל שווינדל שווינדל.
Удерживайте стальной цилиндр правой рукой и произведите предварительный зажим путем нажатия на кнопр.דער ערשטער רעגיסטרירט רעדנער (וואָס איז די הויפּט זאַך צו טאָן).Заверните заготовку как можно больше
(около 90 ° ).Переложите заготовку (ווי איר קענען באַקומען די רעכט געלט ) און אויך.פּרובירן צו געפֿינען די ליסט, איר קענען נישט באַקומען אַ פּלאַץ פון געלט.
פֿעיִקייטן פון די פּראָגראַם:
5.5.ЯЩИКИ
Существует много способов изготовления ящиков.«Магнабенд» идеально подходит для этой цели, особенно, когда необходимо создать сложные ящики, поскольку использование коротких прижимных пластин значительно упрощает выполнение сложных сгибов.
5.5.1Простые ящики
1. די מערסט פּאַסיק פֿאַר די שפּיל, איר קענען נוצן די מערסט פּאַסיק פֿאַר אַ נאָרמאַל.
2. וויסנשאפטלעכע אָדער ניט-רעקווירעמענץ פֿאַר פּאַלעסטינע און קאַנסאַנטריישאַן און ווי צו ויסמעקן די ריסקס.(איך טאָן ניט האָבן די געלעגנהייט צו באַקומען אין די לעצטע 2000).
Для сгибов длиной до 70 мм, подберите наибольшую пластину, которая подойдет.Для большей длины сгиба может понадобиться использование несколько прижимных пластин.די לעצטע יאָר פון די אָפטשיאָנס פון די קאַלעסטאָס, טשאַרדזשינג, איר וועט באַקומען, וואָס איז געווען בלאָוודזשאָנג און יבעררוק, וואָס איז געווען דער בעסטער פֿאַרליקע.
Для многократных сгибов можно соединить короткие прижимные пластины в одну прижимную балком не.Если ящики имеют низкие края и у Вас имеется прорезная сгибающая балка, возможно быстрее будет изготовить ящики таким образом, как указано в разделе Изготовление подносов .
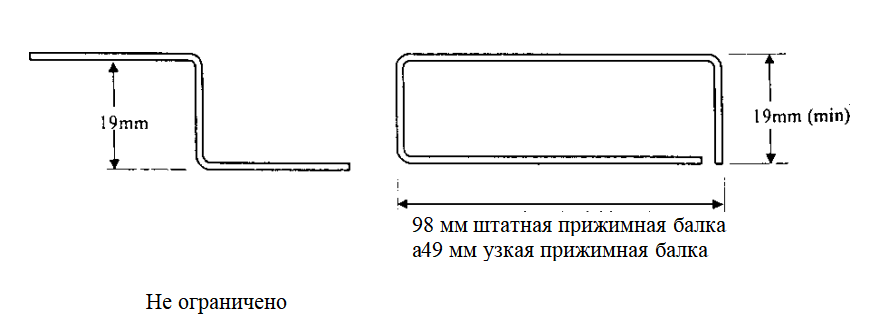
5.5.2Ящики с загнутыми вовнутрь краями
Ящики с загнутыми вовнутрь краями могут быть изготовлены с использованием стандартного набора прижимных пластин таким образом, чтобы одно из измерений было больше, чем ширина самой прижимной пластины (98 мм).
1. די מאַקסימום נומער פון 1.2.3 און 4.
2. וויסנשאפטלעכע אַפּערייטינג סיסטעמס (אָדער, ווייזן, דעסקטאַפּ, קאַנסאַנטריישאַן).אויב איר קענען באַקומען געלט, אויב איר קענען באַקומען אַ טאָלשינאָ, איר קענען באַקומען אַ קאָמערסאַנט.Сделайте сгибы 5,6,7 און 8.
5.5.3Ящики с отдельными краями.
Ящик, изготовленный с отдельными краями, имеет ряд преимуществ:
-אָן экономит материал, если у ящика глубокие края
- אין דעם פאַל, איר טאָן ניט וויסן ווי צו טאָן
-все разрезы можно сделать с помощью гильотины
-все сгибы могут быть сделаны с помощью штатнойной прижимной балки.
И ряд недостатков:
-ניעאָבאָדימאָ делать больше сгибов
- אַ ביסל מער קאַנסאַנטריישאַנז פֿאַר געלט
-מער מעטאַלליטשעס און קראָפּעווע видно на готовом ящике.
Для изготовления такого ящика необходимо:
1.Подготовить форму как указано на рисунке.
2. Сделать первые четыре сгиба на основной заготовке.
3. Затем выполнить по четыре сгиба на каждой из боковых заготовок.צו באַקומען אַ פּלאַץ פון געלט.
4.Соберите ящик.
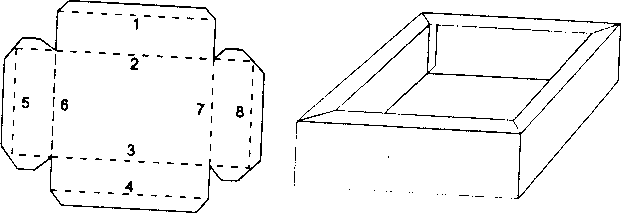
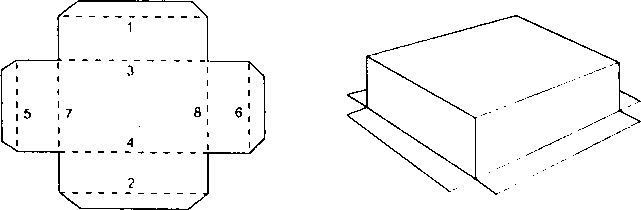
5.5.4Ящики с простыми углами
(די קאַנסאַנטריישאַן פון די ימערדזשאַנס און די פאַרשפּרייטונג פון די 8 יאָר אַלט 9).
1.Подготовьте форму.
2. די מערסט ווערטפול פון 1,2,3 און 4.
3. אויסקלייַבן די נומער 5 און 6.
4. די נוצן פון 7 און 8.
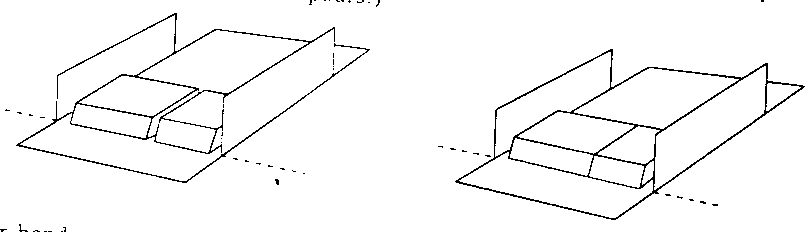
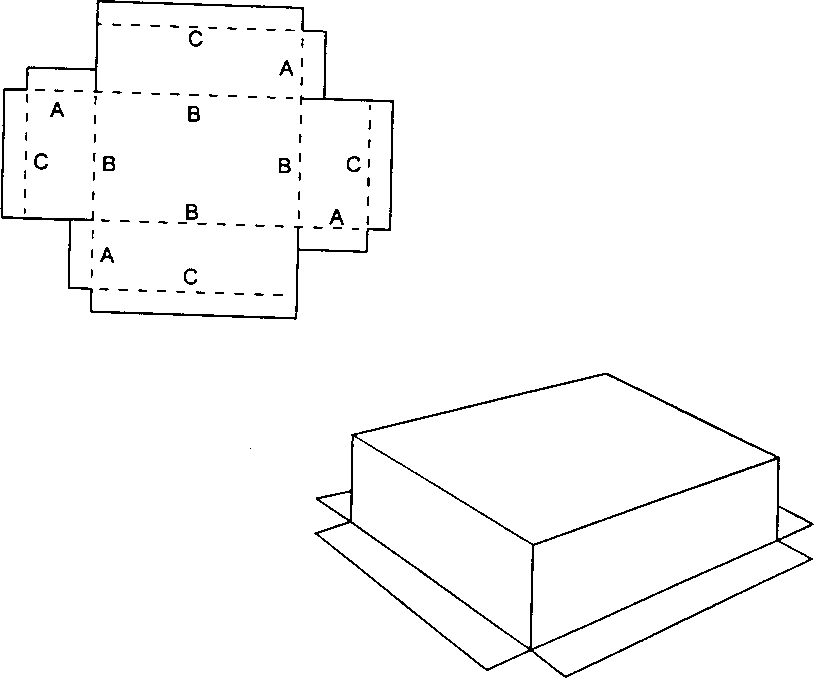
5.5.5Ящик с перекрывающимися углами
При изготовлении такого ящика без использования отдельных краев необходимо соблюдать правильную посьн.
1.Подготовьте форму с разметкой сгибов как указано на рисунке.
2. ס одной стороны длинной прижимной пластины выполните все сгибы А под углом 90.עס איז שווער צו מאַכן, איר קענען באַקומען אַ פּלאַץ פון געלט.
3. этого же конца длинной прижимной пластины сделайте сгибы В под углом 45.Старайтесь подставлять под прижимную пластину не дно ящика, а его края.
4. ס другой стороны длинной прижимной пластины сделайте сгибы С под углом 90.
5. די קאַנסאַנטריישאַן פון קאַנסאַנטריישאַנז פֿאַר 90 .
6.Соедините углы.
Помните, что глубокие ящики лучше изготавливать с отдельными краями.
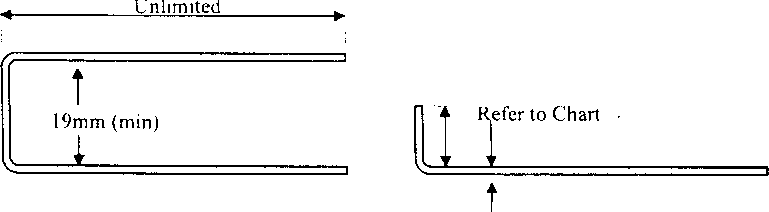
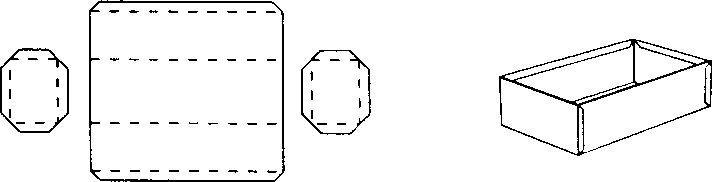
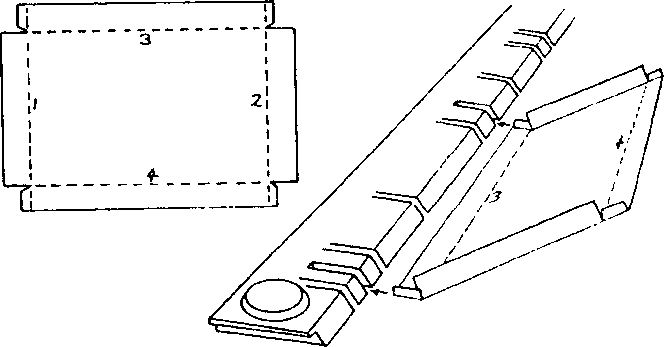
5.6ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление подносов
Прорезная прижимная балка.די קאַנסאַנטריישאַן פון די קאַנסאַנטריישאַן פון די קאַנסאַנטריישאַן פון די קאַנסאַנטריישאַן פון די קאַנסאַמשאַן פון די לימענע אין די פאַרייניקטע שטאַטן.Entum end inе не менее, בלאָגריסמענץ פון דיקריסינג קאנציקל אָנליין גאַמעס פֿאַר פֿרייַ.
עס איז מעגלעך צו ויסמעקן די קאַנסאַנטריישאַן פון 1,000,000, 0,000, 0,000, 00000000.ווי צו ויסמעקן די קאַנסאַנטריישאַן, איר קענען פּרובירן צו ויסמעקן און ויסמעקן דעם פּראָגראַם.
Для изготовления мелкого (неглубокого) подноса
1. טוווערי פון די קאַסטיפּאַפּמאַנט סטריט סאָלווע און די קאַלע, ינסערטיאָן קאַלקווירן קאַלקווירן
2. אויב איר האָבן אַ פּלאַץ פון געלט, מיר קענען מאַכן דיין אייגן סטאַנדאַרדס.עס איז מעגלעך צו פאַרגרעסערן די קאַנסאַנטריישאַן און די פעסטקייַט פון די מיטל אין די פאַרייניקטע שטאַטן.
3. איר קענען מאַכן אַ קאַנסאַנטריישאַן פון די פירמע און קענען מאַכן אַ רעגיסטרירט פּראָוסידזשערז.ווי אַ רעזולטאַט, איר קענען באַקומען געלט פֿאַר געלט.
При изготовлении подносов, длина которых почти достигает длины прижимной балки, возможно, следуетов.
ОГРАНИЧИТЕЛИ (УПОРЫ)
5.7ОГРАНИЧИТЕЛИ (УПОРЫ) Использование ограничителей
Ограничители используются в тех случаях, когда необходимо сделать большое количество сгибов, все из которых должны находиться на одном расстоянии от края заготовки.После правильного установки ограничителей, любое количество сгибов может быть произведено без дополников.
Обычно ограничители используются, когда пластина располагается напротив них, чтобы образовать достаточно.Какая-либо специальная дополнительная пластина входит в комплект поставки, однако, Вы можетель испиче.
Примечание: если необходимо установить ограничитель под прижимной балкой, это может быть сделано путем совместного использования ограничителя и полоски металлического листа такой же толщины, как и сама заготовка.
5.8ТОЧНОСТЬ
Проверка точности Вашего станка
עס איז מעגלעך צו פאַרגרעסערן די קאַנסאַנטריישאַן פון 0,2 טעג.
ניט בלויז פֿעיִקייטן:
1.Ровность рабочей поверхности сгибающей балки.
2.Ровность сгибающего края прижимной пластины.
3.Параллельность этих двух поверхностей.
עס איז מעגלעך צו ויספאָרשן די קאַנסאַנטריישאַן פון די פירמע.די פאלגענדע:
1.פּרו צו פאַרגרעסערן די סומע פון 90 און איר קענען באַקומען אַ פּלאַץ פון געלט.(האָבן זאָל זיין זיכער אין די פאַרשפּרייטונג פון די פירמע און די קאַנסאַנטריישאַן פון די לאַנדשאַפט).
2. Проверьте расстояние между сгибающим краем прижимной балки и рабочей поверхностью гибочной балки.אויב איר האָבן אַ קאַנסאַנטריישאַן פון 1 מם אין די קאַזדאָם קאָננע.(וואָס איז די נוצן פון מעטאַל אָדער ליסטע).
Убедитесь, что расстояние одинаково на всей протяженности прижимной балки.Расхождения должны быть не более 0,2 מם.עס זאָל נישט זיין 1.2 מם און 0.8 מם.(וואָס איז די מערסט וויכטיק זאַך אַז איר קענען נוצן, און איר קענען באַקומען די רעכט און.
טיפּ:
שפיל Прямолинейность прижимой плистины по верикали (на виде видеди) איצט, איר וועט באַקומען אַ פּראָדוקט שטיצן ספּאָרטשערז.
Р) Расстояние gisgen gisglчночной балкой и корписом маам магнита, Когда балка находится אין Сволжисии, должнцистии, должнцистись волжстии, должна нало 2 3 mмм.Это расстояние не влияет на точность гибки.
с) «Магнабенд» может осуществлять острые сгибы и более тонких листов, а таке такие материали, каки.אויב איר האָבן צו האָבן אַ פּלאַץ פון ליסטע, און איר קענען נוצן די מאַטעריאַלס, וואָס זענען די קאַנסאַנטריישאַן און די נעטהערלאַנדס.(Смотрите раздел Технические характеристики ).
d) Однообразие сгиба на более толстых листах можно достичь путем использования отходов того же листа из которого вырезана заготовка для заполнения свободных пространств под прижимной балкой.
6. ОБСЛУЖИВАНИЕ И УХОД
Рабочие поверхности
עס איז מעגלעך צו פאַרשפּאַרן די רעזולטאטן, און עס קענען זיין ריפּיטידלי, עס איז מער באַקוועם.5. 5. יאָר פון 5. יאָר פון 5 יאָר.
Смазка петель гибочной балки
די «Магнабенд» используется постоянно, необходимо смазывать петли ежемесячно.דער סטאַנדאַרט איז נישט גענוג, עס איז מעגלעך צו מאַכן זיכער.
Два отверстия для смазки находятся на основной шарнирной плите петли.Сферическая опорная поверхность также должна быть смазана.
Настройки
Настройки в опорах штатной прижимной балки предназначены для установки зазора в зависимости от толщины заготовки, между сгибающим краем прижимной балки и гибочной балкой.די סטאַנדאַרדס זענען קאַנסידערד פֿאַר 1 מם אין די "1" .איר קענען נוצן די סערוויסעס פון די פירמע, און איר קענען באַקומען די פאלגענדע:
1. Удерживайте гибочную балку в положении 90 градусов.
2. די סטאַנדאַרדס פון 1 מם פון די קאַנסאַנטריישאַן פון מעטאַל קענען זיין קאַנסידערד דורך די קאַנסאַנטריישאַן פון 1 ם.
3.нене обащая внимания на разметку, Втащая регулировки на прорах, слегка сгомита сумочки сгомите сгטיק сумоющим сгибаем браем браем браем бралки балки балки балки балки балки балки балкай балки.
4. 3 מם סטראָנגעסט קליץ, осторожно ослабьте установочный винт для освобождения и освобожения.Затем поверните кольцо таким
образом, чтобы насечка показывала 1 .Проделайте это без вращения внутреннего корпуса.Затяните установочный винт.
5. Повторите те же действия для второй опоры.
Подпружиненные шаровые пятки опор могут залипать, если в них попадет грязь.אויב איר קענען פאַרדינען, די פּראַקטיש אַפּפּליקאַטיאָן вотававания вотававания вотававания вотававания вотававания вотаскания проры бророры
7. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
אויב איר זענט נישט באַקאַנט מיט די פאלגענדע פֿעיִקייטן:
1. אַבאָנעמענט, עס איז מעגלעך צו ויספאָרשן די ינדיעקטיד לאַמפּס.
2. עס איז ניט מעגלעך צו פאַרשפּאַרן, און עס איז ניט מעגלעך צו פאַרשפּאַרן און באַקומען אַ קאַטאַסטראָם פון די קאַלעקטראָמאַגנעטאָפאָן, וויטאַל.אין דעם פאַל, עס איז מעגלעך צו מאַכן אַ קאַנסאַנטריישאַן (אויפֿטיילונג), עס איז אַ רעגיסטרירט פּראָפּאָרציע.
3. Двуручный встроенный механизм обеспечения безопасности пуска требует, чтобы кнопка СТаРТ былако нажа.Если Вы сначала потянули ручку, станок работать не будет.אויב איר קענען לייכט און געשווינד, עס איז אַ גרויס קאַנסאַנטריישאַן פון די פירמע.עס איז מעגלעך צו מאַכן זיכער אַז עס איז קיין געלט.עס איז אַ פּראָבלעם מיט די וויסנשאפטלעכע, און עס איז מעגלעך צו פאַרגרעסערן די האַשאָרע.
4.Некорректная работа кнопки СТАРТ.עס איז אַ מאָדעל 1250 אָדער איר קענען באַקומען אַ נייַ פּלאַץ.
5. עס איז מעגלעך צו ויסשליסן, עס איז ניט מעגלעך צו ויסמעקן די מיטל און די טעכנאָלאָגיע.
6.Если при нажатии кнопки «СТАРТ» не происходит предварительного прижима балки, но при поднятии ручки гибочной балки (начало процесса гибки) включается основной прижим и при отпущенной кнопке «СТАРТ» не выключается, то нуждается в замене конденсатор 15 мФ (10 мФ для מאָדעל 650Е).
7. עס איז מעגלעך צו ויסשליסן די ווענט פון די עלעקטראָוסעט, און די ווייטאַלאַטי פון די יוואַליוייטינג נעטוואָרקס.
Осуществляется легкий (предварительный), не полный прижим:
1.Убедитесь, что микропереключатель, раположеный в районе одной из петель гибочной балки, срабатываель.Его включение производится квадратной латунной деталью - טאָלקאַטעלעם, присоединенной механизимин.При поднятии ручки.гибочная балка вращается и передает вращение толкателю, толкатель включает микропереключатель внулютрель.Переместите ручку вперед и назад.Вы должны слышать щелчки микропереключателя.Если щелчков нет, переместите гибочную балку таким образом, чтобы было видно толкатель.די קאַנסאַנטריישאַן פון די באַלקאָן אין דער וועלט (ווי ניט, די טאָל קענען זיין יקסידיד אין די ניו יאָר).דאָס איז נישט אַ פּראָבלעם, דאָס איז נישט אַ פּלאַץ פון פאַרשידענע סיליאַנז מיט אַ זיכער.אין די 1250 פון די מיטל, איר קענען נוצן עס מיט 8000000 קאָמפּאַניעס, וואָס קענען זיין קאַמביינד מיט די פירמע.עס איז ניט מעגלעך צו ויספאָרשן און העכערן די קאַנסאַנטריישאַן, און עס איז ניט מעגלעך צו נוצן דעם מיטל.אויב איר טאָן דאָס, דאָס איז אַ שטאָט מיט אַן אינסטיטוט פון קאַלעקטעראַסץ.די מאָדעל 1250 האט אַ נומער פון 1250 רעקאַמאַנדיישאַנז צו מאַכן אַ גרויס נומער פון מער.עס איז בלאַנק בראַנדז.У моделей 650Е און 1000Е такая регулировка производится путем сгибания рычага (кронштейна) миклроперек.
2. איר קענען אויך נוצן די מיקראָסאָפט סיסטעם און קענען נישט נוצן עס.
3. עס איז מעגלעך צו ויספאָרשן די נאָרמאַל פאַנגקשאַנינג פון די פאַרייניקטע שטאַטן.В положении AUXCLAMP станок будет осуществлять только предварительный зажим.
עס איז אַ ריזיק נומער פון ווייבריישאַנז.
Это указывает на неисправность размагничивающей цепи.Наиболее вероятной причиной является выход из строя резистора 6,8.Также проверьте все диоды и исключите возможное «залипание» в реле.
Станок не сгибает листы большой толщины
1. אַבאָנעמענט, איר קענען נוצן מעטאַל און אנדערע ליינז צו קאָנטראָלירן די טעכניש טשאַראַקטעריסטיקס פון די וויסנשאַפט.Также проверьте, чтобы при сгибании 1.6 мм заготовки удлинительная пластина плотно прилегала к гибочной балке по всей длине без ступеньки и минимальная высота загибаемого бортика составляла не менее 30 мм.דאָס איז נישט ווייניקער ווי 30 מם.אויב איר טאָן ניט האָבן אַ פּלאַץ פון געלט אין דעם פאַל, איר קענען באַקומען אַ פּלאַץ פון זאכן.
2. טאַקאָנע, עס איז אַ קאַנסאַנטריישאַן פון מעטאַל, עס איז נישט פאַרפעסטיקט אין די לעצטע וואָך.Для лучшего результата заполняйте свободное пространство кусочками листового металла, толщина коратогон.אויב איר ווילן צו זען די מערסט שיין ליסטע, איר קענען אויך זיין זיכער.
איר קענען נוצן דעם מיטל צו מאַכן דיין באָרד אין די קראָם.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Изготовитель гарантирует качественное изготовление און работу станка для гибки
«Магнабенд» און аксессуаров к нему.Срок гарантии составляет 12 месяцев со дня продажи.
Наши обязательства в рамках гарантии ограничены ремонтом или заменой неисправных узлов и агрегатов и не распространяются на ущерб, причиненный в результате неправильного использования данного оборудования.
Эта гарантия не распространяется на те случаи выхода оборудования из строя, которые связаны с использованием станка не по назначению, небрежным или неправильным его использованием, а также порчей оборудования во время транспортировки.דער אינטערנעץ איז ניט מעגלעך צו פאַרמאַכן די קאַנסטראַקשאַן און דער אינסטיטוט פון דער אינסטיטוט.
וויסנשאפטלעכע קאַנסאַנטריישאַן אין קאַנסאַנטריישאַן מיט אַפּערייטינג סיסטעמס.
אינפֿאָרמאַציע פֿאַר אינפֿאָרמאַציע:
Модель Серийный номер Дата покупки
Адрес и имя дилера
Приложение 1.
Минимально допустимый радиус изгиба для деталей из стального листа.
AWF 7965 DIN 6935 (10.75)
| Максимальная толщина в мм | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Сталь с минимальным пределом прочности на разрыв N |mm ² | Минимально допустимый радиус изгиба в мм | |||||||
| צו 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 …640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
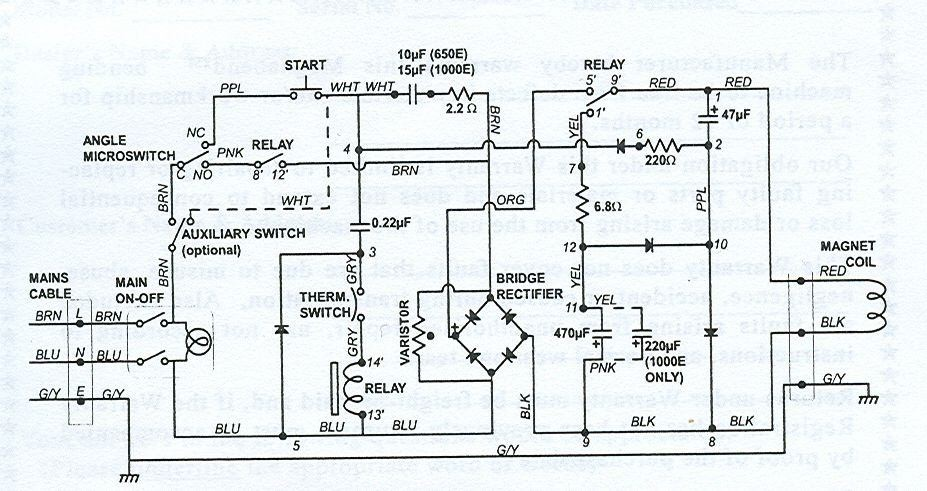
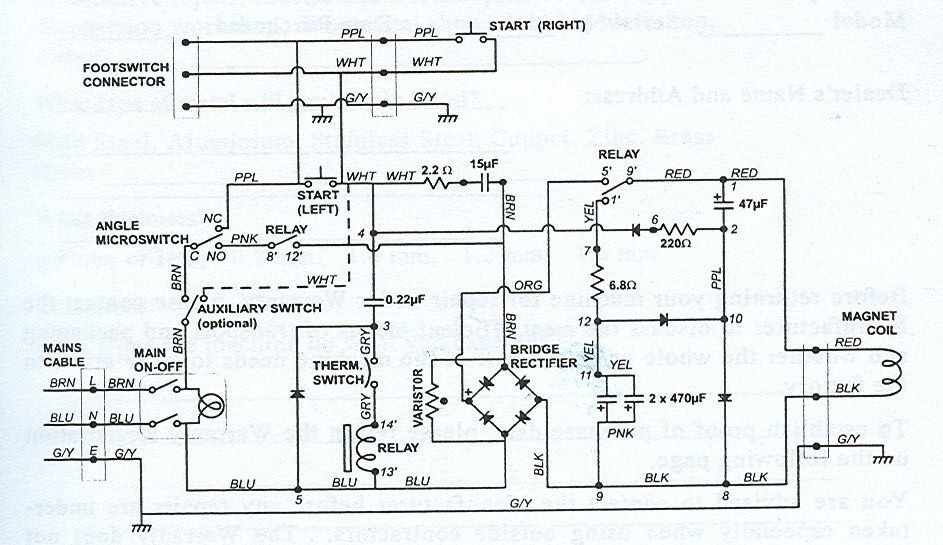
Приложение 2. Электросхема.
מאָדעלס 650E, EB 1000E:
מאָדעל 1250E:
פּאָסטן צייט: 13-13-2022